 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Кућа
>
Производи > Калуп пластичних делова за домаћинство
>
Округли баштенски пластични калуп за сто
Производи
- Велики калуп за кућне апарате
- Калуп за мале кућне апарате
- Калуп пластичних делова за домаћинство
- Калуп за пластичну медицинску опрему
- Пластични канцеларијски калупи
- Пластични калуп за аутомобилске делове
- Пластични калуп за делове мотоцикла
- Калуп за кућне љубимце
- Пластични калуп за столице
- Калуп за пластичне индустријске делове
- Калуп за убризгавање пластичних сандука
- Пластични калуп за дечије производе
- Пластични калуп са танким зидовима
- ПЕТ преформа и калуп за капице
- Калуп за причвршћивање пластичних цеви
- Пластиц Продуцтс
- Други калупи






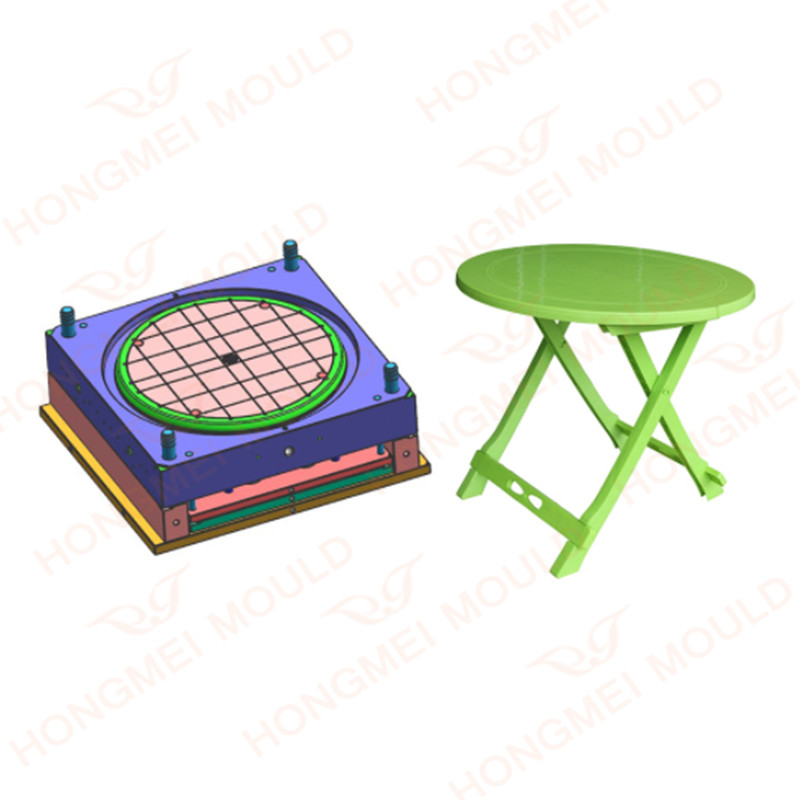
Округли баштенски пластични калуп за сто
Као професионална производња, желели бисмо да вам пружимо висококвалитетни округли баштенски пластични калуп за стол. И ми ћемо вам понудити најбољу услугу након продаје и благовремену испоруку. Пластични калуп за бризгање стола има 3 сета калупа, ногу стола, поклопац ногу стола и плочу стола, округли баштенски пластични калуп за стол који користимо вруће тркаче и челик од 718 за производњу .
Пошаљи упит
Опис производа
Као професионална производња, желели бисмо да вам пружимо висококвалитетни округли баштенски пластични калуп за стол. И ми ћемо вам понудити најбољу услугу након продаје и благовремену испоруку.
Функција калупа за округли баштенски пластични сто
Сировина: ПП
Челик калупа: 718
База калупа: 45 #
Руннер: Хот Руннер велика капија
Избацивање: стриптизета
Век трајања калупа: 500.000 снимака
Рок испоруке: 75 радних дана
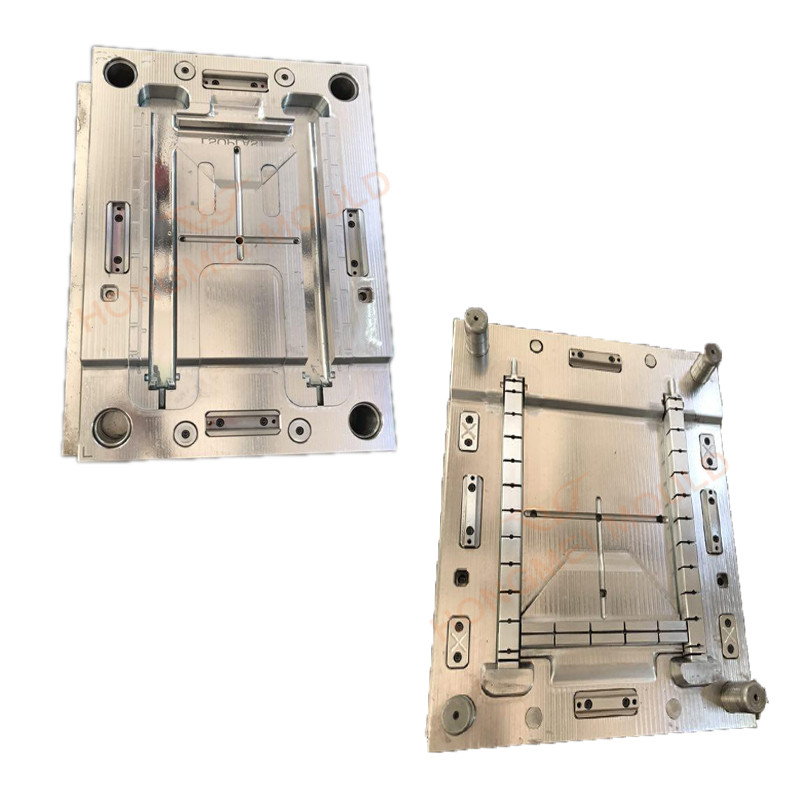
Процес наше компаније Хонгмеи која прави овај калуп
Хонгмеи Молд ће изабрати најпогоднији челик за израду калупа према вашим производима, обично заОкругли баштенски пластични калуп за сто, наша компанија ће препоручити челик 718 са гарантним веком трајања калупа од 500000 удараца. Пре дизајна калупа, анализираћемо производ да проверимо да ли може да тече у равнотежи. За калуп за ноге, потребно је користити цилиндар за уље за померање дела језгра јер је производ за ноге изнутра шупаљ. Са прецизном алатном опремом и строгом контролом димензија, изглед и опрема узорака за тестирање су добри након тестирања калупа и можемо вам послати калуп за кратко време. Наша компанија обраћа пажњу на дизајн система тркача и система за хлађење, користимо добар бренд врућих тркача који има добре повратне информације од наших купаца, систем врућих тркача ће се понашати добро пуњење. Поред тога, наше линије за хлађење ће бити дизајниране близу позиције за калупљење производа како би се постигао највећи ефекат хлађења. Ми ћемо дизајниратиОкругли баштенски пластични калуп за стода одговара параметру ваше машине. А ако не можете да отворите 3Д дизајн калупа, имамо наш извештај о калупу, можете видети наш извештај о калупу да проверите величину калупа, пречник линије за хлађење итд.
Принцип дизајна пластичног калупа за округли сто
1. Основа дизајна
* Тачност димензије и њена релативна димензија
Према специфичним захтевима и функцијама целог производа од пластичних производа за одређивање његовог спољашњег квалитета и специфичне величине која врста припада: захтеви за квалитет изгледа су већи, захтеви за тачност величине су нижи пластични производи, као што су играчке; Функционални пластични производи, строги захтеви за величину; Пластични производи, као што су камере, који су строго потребни по изгледу и величини.
* Да ли је нагиб скидача разуман
Нагиб вађења из калупа је директно повезан са вађењем и квалитетом пластичних производа, односно процесом ињектирања, да ли се ињектирање може извршити глатко; довољан је нагиб за вађење калупа; нагиб до пластичних производа у обликовању површине раздвајања или раздвајања; да ли ће то утицати на тачност изгледа и величину дебљине зида; да ли ће утицати на чврстоћу дела пластичних производа.

2. Поступци пројектовања
Анализа и дигестија цртежа пластичних производа и чврстих (чврсти узорак):
* Геометрија производа
* Димензије, толеранције и стандарди дизајна
* Технички услови
* Назив и марка пластике
* Површински захтеви
* Број шупљине и распоред шупљина
* Тежина производа и запремина убризгавања машине за убризгавање
* Пројектована површина производа и сила стезања машине за убризгавање
* Величина калупа и ефективна површина калупа за уградњу машине за убризгавање (или растојање између вучне шипке машине за убризгавање)
* Прецизност производа, боја
* Да ли производи имају језгра бочне осовине и методе њихове обраде
Одређен је број кавитета, а затим до уређења кавитета, распоред положаја кавитета, распоред кавитета подразумеваОкругли баштенски пластични калуп за стовеличина, дизајн гејт система, баланс гејт система, дизајн клизача за повлачење језгра) институције, уметак, и дизајн језгра, дизајн система за размену топлоте, ови проблеми и површина раздвајања и избор локације капије, тако да се у процесу конкретног пројектовања изврши неопходна прилагођавања, како би се постигао савршенији дизајн.

3. Одређивање површине раздвајања
То не утиче на изглед. Да би се осигурала тачност производа, обрада калупа, посебно обрада шупљина.
То је погодно за дизајн система за изливање, издувног система и система за хлађење.
Погодно је за отварање калупа (раздвајање, вађење из калупа) како би се осигурало да производи остану на страни покретне матрице када се матрица отвара.
Олакшати уређење металних блокова.
4. Пројектовање система за изливање
Дизајн система за изливање укључује избор главног канала протока, одређивање облика и величине пресека клизника, избор локације капије, облика капије и одређивање величине пресека капије.
Приликом пројектовања система капије, прво се бира локација капије.
Избор локације капије је директно повезан са квалитетом обликовања производа и несметаним процесом убризгавања. Избор локације капије треба да следи следеће принципе:
* Локација капије треба да буде изабрана на разделној површини што је више могуће, како би се олакшало Округли баштенски пластични калуп за сто обраду и коришћење капије за чишћење
* Растојање између положаја капије и сваког дела шупљине треба да буде што је могуће више, а проток алата треба да буде најкраћи
* Локација капије треба да обезбеди да пластика тече у шупљину, шупљину у деловима широких, дебелих зидова, како би се олакшао глатки проток пластике
* Позицију капије треба отворити на најдебљем делу пластичних делова
* Избегавајте директно убризгавање пластике у зид кавитета, језгро или уметак када тече низ кавитет, како би пластика могла да уђе у све делове кавитета што је пре могуће, и избегавајте деформацију језгра или уметка
* Покушајте да избегнете да производи производе ознаке заваривања, или да ознаке заваривања у производу нису важни делови;
Положај капије и смер пластичног дотока треба да учине да пластични ток у шупљину, дуж паралелног правца шупљине уједначеног прилива, погодује испуштању гаса у шупљину
* Капију треба поставити на део производа који је најлакше уклонити, а да се што више не утиче на изглед производа.
5. Дизајн издувног система
Издувни систем игра важну улогу у обезбеђивању квалитета формирања производа.
Коришћењем издувног отвора, издувни отвор се генерално налази на делу где је шупљина испуњена на крају. Дубина издувног отвора варира у зависности од пластике и у основи је одређена максималним зазором који дозвољава пластика без прирубница, на пример, АБС0.04 је испод 0,02 мм од гипса и 0,02 од челика.
За испух користите зазор уметка језгра или специјални издувни чеп; Понекад да би се спречило избацивање производа изазвано вакуумском деформацијом, мора се подесити игла за гас; Понекад су компоненте против вакуумске адсорпције дизајниране да спрече вакуумску адсорпцију производа и модула.
6. Пројектовање расхладног система
Пројектовање система за хлађење је компликован посао, који треба да узме у обзир ефекат хлађења и уједначеност хлађења, као и утицај расхладног система на укупну структуру система за хлађење.Округли баштенски пластични калуп за сто.

7. Укључује:
* Уређење система за хлађење и специфичан облик расхладног система
* Одређивање специфичне локације и величине система за хлађење
* Кључни делови као што су покретни калуп или хлађење уметка
* Хлађење бочних клизача и бочних језгара
* Дизајн расхладних елемената и избор расхладних стандардних елемената
* Дизајн заптивне структуре
Прихватите мале поруџбине производа за бризгање са малим МОК.
Има 6 виших инжењера, 5 дизајнера и 50 искуснихОкругли баштенски пластични калуп за сторадника како би се осигурало да се процес наруџбине управља што је могуће ефикасније.
Прецизна структура калупа, скраћује време циклуса калупа, продужава век трајања калупа је наш коначни циљ квалификованих калупа.
Наша ефикасна комуникација и рад могу задовољити захтеве купаца и развијати дугорочну сарадњу са вин-вин.
Хонгмеи увек може бити ваш поуздан добављач.
Контактирајте ме

Хот Тагс: Округли баштенски пластични калуп за сто, Кина, прилагођени, квалитет, мода, нови стил, врућа продаја, популаран, јефтин, куповина, најновија продаја, велепродаја, најновија, ниска цена, фабрика, произведено у Кини, цена, произвођачи, добављачи, ОЕМ, ОДМ, испорука на време, бесплатан узорак
Ознака производа
Пошаљи упит
Слободно пошаљите свој упит у форму испод. Одговорићемо вам у року од 24 сата.









X
Користимо колачиће да бисмо вам понудили боље искуство прегледања, анализирали саобраћај на сајту и персонализовали садржај. Коришћењем овог сајта прихватате нашу употребу колачића.
Политика приватности